



 扫一扫
扫一扫


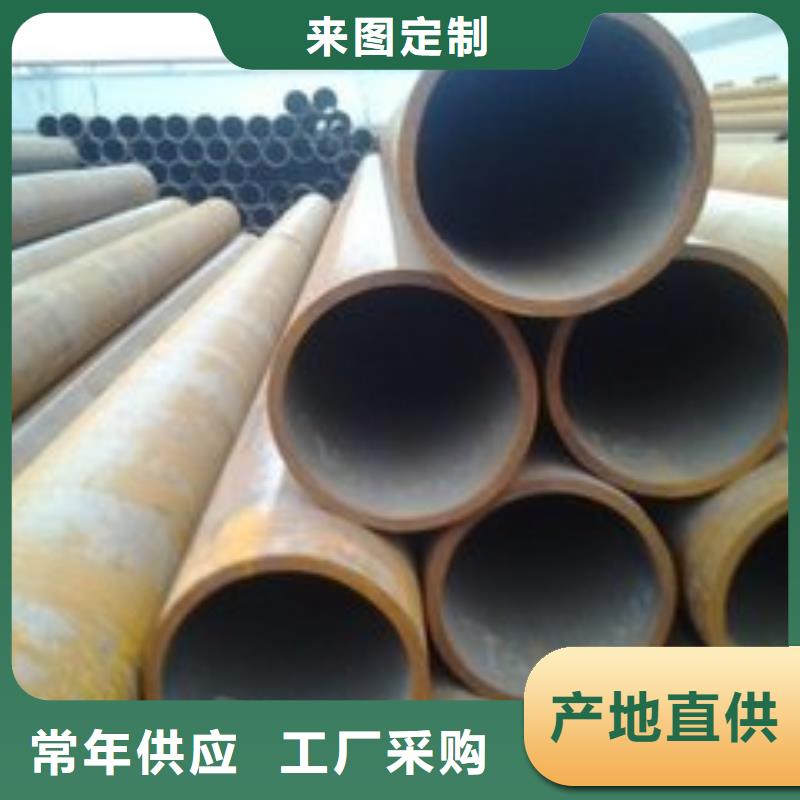
冷拔无缝钢管的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
无缝管环形炉简述


顺成钢管(文山市分公司)是一家集 精密管的研究、制造和销售为一体的股份制企业。我公司拥有一批专业的科技人才和技术人员,有丰厚的物质资源和人力资源,同时我公司又引进了一批高级管理人才和技术人才,使管理体系得到进一步完善,同时也加快了对新 精密管产品的开发和研制,增强了公司的整体实力,提高了我们公司的市场竞争力。


Q345B无缝钢管裂纹原因
一组织的不均匀是管坯的原因。16Mn是以前钢的牌号,早就改为Q345B了,这没什么关系,注意选择执行管坯标准的,有一定规模的厂家生产的圆钢就行。
二成品退火温度是合适的。穿孔加热温度1180~1230℃,偏低,这是中碳合金钢的温度,取1230-1250,才合适。35min是加热时间还是炉内时间?炉内时间一般在60min以上。
三,裂纹产生的原因,经试验证明,管坯(圆钢)的原因居多,内部含有较多的裂纹、夹杂、气包等。
穿孔的温度、工艺调整也不容忽视,若穿孔温度低、调整不当,也会造成毛管内部组织的撕裂。



加热至稳定奥氏体区域保持适当时间后在再结晶温度以上进行形变并淬火的复台处理工艺。穿孔机值得注意的是45钢形变奥氏体晶界和高温淬火奥氏体品界的化学成分存在明显差别在高温淬火的原始奥氏体晶界上有S、Si元素的富集形变淬火后其杂质元素比较均匀地分布在奥氏体中。故可认为晶界的净化是高温形变热能获得强韧化重要原因之一
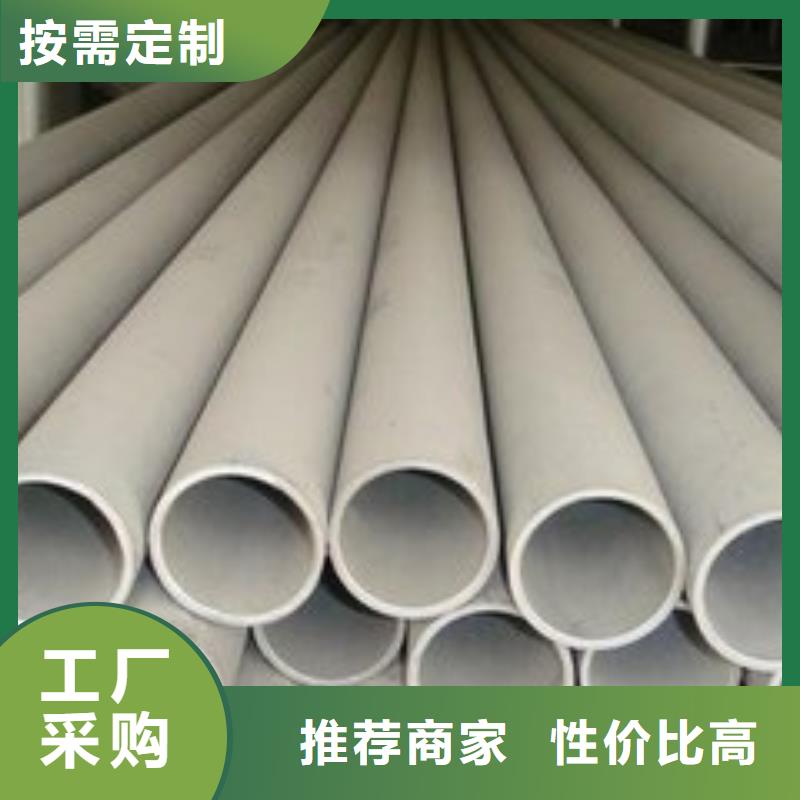
热轧无缝钢管用的坯料有圆形,方形或多边形的锭,轧坯或连铸管坯,管坯质量对管材质量有直接的影响.热轧无缝钢管有三个基本工序:
①在穿孔机上将锭或坯穿成空心厚壁毛管;
②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;
③在精轧机上轧制成所要求的成品管.轧管机组系列以生产钢管的外径来表示.
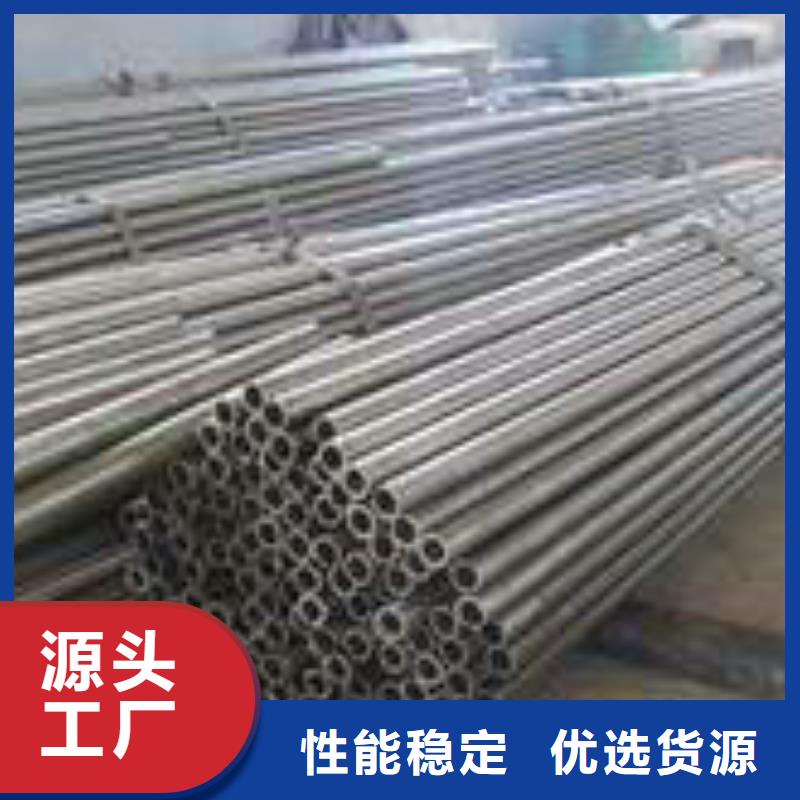
挤压无缝钢管生产与其他热轧法相比具有以下优点:
加工工序少,在产量相同的情况下可节省投资。
由于挤压金属处于三向压应力状态,因此可以生产很难或不可轧制、锻造的材料,如镍基合金。
由于挤压时金属变形量大(挤压比大),同时在很短时间内完成完全变形,使产品的组织均匀,性能好。
内外表面缺陷少,几何尺寸精度较高。
组织生产灵活,适合小批量、多品种生产。
可以生产复杂断面的管材及双金属复合管材。
缺点为:
1)对润滑剂和加热要求高,从而使生产成本增加。
2)以及工具寿命低、消耗量大,且价格昂贵。
3)成材率偏低,使产品竞争力下降。

技术支持:s797.com